地址:無錫市新吳區碩放振發路233號(鸿运国际智能)
熱線:電話:13861703987
座機:0510-85300198
網址:zzyrnh.com
郵箱:sales@wuxihuahan
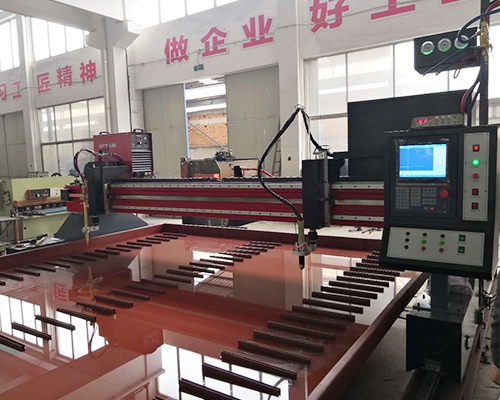
數控火焰等離子切割機數控切割機(CNC Cutting Machine )便是用數字程序驅動機床運動,搭載火焰切開體系,運用數控體系來操控火焰切開體系的開關,對鋼板等金屬材料進行切開。這種機電一體化的切開設備為數控火焰等離子切割機。數控火焰等離子切割機可分為3大部分:數控體系、火焰切開體系、驅動體系,不同廠家出產的大體相同。
數控火焰切割機英文名稱flame cutting machine數控火焰切割機切開具有大厚度碳鋼切開才能,切開費用較低,但存在切開變形大,切開精度不高,并且切開速度較低,切開預熱時刻、穿孔時刻長,較難習慣全自動化操作的需求。它的運用場合首要限于碳鋼、大厚度板材切開,在中、薄碳鋼板材切開上逐步會被等離子切割替代。
小竅門:
數控火焰等離子切割機切割時一般選用中性焰或細微的氧化焰。在切割進程中要保證火焰的強度要適中,應根據工件厚度、割嘴種類和質量要求選用預熱火焰。
在氣割厚鋼板時,龍門式數控火焰切開機由于氣割速度較慢,為避免割縫上緣熔化,應相應使火焰能率下降;若此刻火焰能率過大,會使割縫上緣發生接連珠狀鋼粒,乃至熔化成圓角,一起還構成割縫反面粘附熔渣增多,而影響氣割質量。如在氣割薄鋼板時,因氣割速度快,可相應添加火焰能率,但割嘴應離工件遠些,并堅持必定的歪斜視點;若此刻火焰能率過小,使工件得不到滿足的熱量,就會使氣割速度變慢,乃至使氣割進程中止。
下面是咱們總結的一些運用進程中的小竅門:
1、預熱火焰的功率要跟著板厚的增大而加大,割件越厚,預熱火焰功率越大;
2、在切開較厚鋼板時,應選用輕度碳化焰,避免切斷上緣熔塌,一起也可使外焰長一些。
3、運用分散型割嘴和氧簾割嘴切開厚度 200mm 以下鋼板時,火焰功率選大一些,以加快切斷的前緣加熱到燃點,然后取得較高的切開速度。
4、切開碳含量較高或合金元素教多的鋼材時,由于他們燃點較高,預熱火焰的功率要大一些。
5、用單割嘴切割坡口時,因熔渣被吹向切斷外側,為彌補能量,要加大火焰功率。 特色剖析:數控火焰切割機將傳統的火焰切開辦法與數控自動化技能相結合,可用于6mm厚度以上的碳板及普碳板切開加工,考慮到國內商場的鋼材運用情況,數控火焰切開依然占有較大的商場。 數控火焰切割機的切割辦法跟數控等離子切割機的切開辦法是不同的,火焰切開是運用高溫火焰將鋼板外表的某一點加熱至燃點,并充以高壓氧,使之焚燒構成切斷的切開辦法。
一般火焰切割時需求燃氣和氧氣,而火焰的可用燃氣有三種:煤氣,丙烷,乙炔。其間煤氣發熱量小,丙烷其次,乙炔發熱量大。發熱量越大,切開越快,焚燒速度越快,切割作用就越好。
火焰切割時只能切開簡單氧化的金屬,含碳量比較高的火焰是很難切開的。火焰切開的厚度一般都是6mm以上的碳鋼,關于6mm以下的板材盡管也能夠切開,可是由于板材較薄,由于火焰切開的辦法是運用高溫火焰將鋼板外表的某一點加熱至燃點,并充以高壓氧,使之焚燒構成切斷的切開辦法。
所以在切開板材時簡單使得發生板材熱變形,切開出來的板材就達不到好的作用。一般數控火焰等離子切割機能夠切開到200mm,再通過特別改造后能夠切割350mm。
在切開速度上,數控火焰切開比人工切開要快上很多倍。可是比等離子切開又稍慢一些。用20mm厚的板材做比較。火焰切開速度大約每分鐘450mm/min,等離子切開速度大約每分鐘1500mm/min。在切開作用上火焰切開的筆直度要比等離子的切開筆直度要好,火焰切開割面是筆直的,等離子切開割面有一定的歪斜。
無錫鸿运国际智能裝備有限公司生產: h型鋼龍門埋弧焊接機 數控火焰等離子切割機 h型鋼組焊矯一體機


座機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振發路233號(鸿运国际智能)